
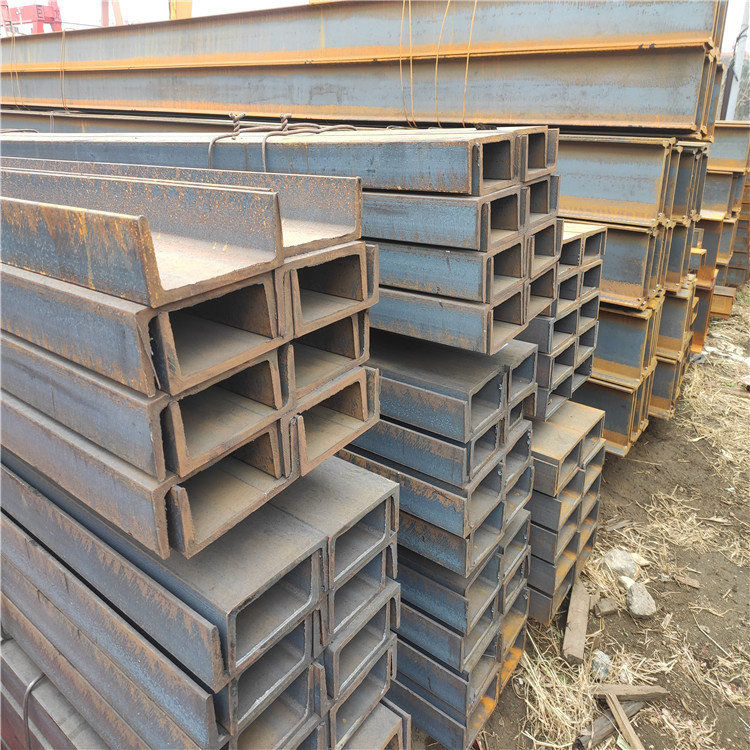
大连Q235D槽钢 28A槽钢来图定制
发布用户:tygt02
发布时间:2024-11-14 17:49:33
大连Q235D槽钢 28A槽钢来图大气二次氧化的控制必须控制钢包内的搅拌强度,以防羽毛状气柱破坏覆盖层,确保容器的气密性和惰性。在向中间包注入用镧示踪的钢水时,个水口上能看到沉积物,这是强烈二次氧化的证据。中间包无氧化预热能避免氧化预热产生的渣壳。中间包盖和0.1%0.5%的预钝化能有效避免浇阶段的包内二次氧化。对长水口、塞棒和浸入式水口的压力测量、计算表明是负压,尤其是靠近滑动水口和塞棒处。要求耐火砖、耐火衬保持密实是非常重要的,必要时可氩进行钝化保护。
泰岳钢铁(山东)有限公司生产销方矩管,焊管,螺旋管,热镀锌方管圆管,镀锌无缝管,大棚管定尺,镀锌型材,带钢,镀锌带钢。太阳能光伏支架,承揽各种热镀锌业务 ,镀 、吊镀 ~范围包括(圆管,方矩管、直缝焊管、无缝钢管、螺旋管、异型管、C型钢、Z型钢、U型钢、钢、角钢、槽钢、扁钢、圆钢、方钢、标志杆、光伏太阳能支架、电力铁塔、温室大棚桁架,立柱、交通设施护栏、高速立柱管及各种规格……):质量好、价格低、速度快!当天可以出货,正常接货,管材型材 打孔、焊接。机床业务!!
烧结时间应控制2小时之内,钼率较高,钼的率还有一些具体操作方面的影响因素。试料的累计率是91.62%,操作严格控制温度与烧结时间,焙烧料不能在炉内停留时间过长,减少机械损失,以及增加尾气中三氧化钼设施,率可以达到95%以上。氧化钼烧结块符合炼钢厂对氧化钼添加剂的技术要求。重庆钢厂对氧化钼添加剂技术指标要求为:Mo48%以上,S<.15%、Cu<1%、P<.4%、Sn<.7%、Sb<.6%,Pb<.5%。
大连Q235D槽钢 28A槽钢来图
大连Q235D槽钢 28A槽钢来图钢丝硬化速率快与钢中Si含量有关,Si含量对力学性能的影响数据见图2。随硅的增加,钢的σHB的增大与δ、ψ的下降十分显著。钢中硅含量对力学性能的影响为满足自攻钉制坯工序大减面率拔丝工艺的要求,必须严格控制控制Als/Alt>.95,减少大颗粒Al2O3夹杂的数量,同时尽量将Si含量降低到.4%以下。镦成型工序该工序出现的废品为螺钉帽裂。从镦裂形态分析,导致裂的原因应有以下几个方面。盘条表面质量这是影响自攻钉冷镦成型的 直观的因素。盘条表面局部存在的裂纹、折叠等缺陷造成分布不均的帽裂废品。丝径偏大的产品镦裂比例大于小螺钉。夹杂物的影响由于拉拔减面率极大,原盘条内部夹杂移至近表面,导致螺钉呈“炸裂”形态。钢丝球化效果的影响按紧固件行业标准,自攻钉生产要求钢丝球化后球化级别达到4级以上,由于一些自攻钉生产厂采用土炉进行退火,炉温控制波动范围大,未达到球化效果,钢丝塑性差,冷镦时螺帽亦呈45度剪裂。丝工序该工序出现废品为螺钉断尖或搓丝尖裂,这也是自攻钉生产出现问题 多的一个工序。螺钉断尖或搓丝尖裂宏观呈扁头状、“菜花”状或无头状等。金相观察均为粗大裂纹,同样发现孔洞、微裂处常伴随有夹杂和游离渗碳体(粒状碳化物)。试样表面常有不同程度的微细裂纹。夹杂物的影响通过金相和电镜观察认为螺钉的尖裂均与氧化物夹杂的存在有关。当氧化物夹杂处在螺钉端部时.在搓丝过程中,由于剪切、挤压应力综合作用及尖部变形量较大,氧化物与基体间的内应力集中,造成 部剪切撕裂,呈扁头状,甚至因表裂与内裂的贯通而掉头呈无头状。
烧结时间应控制2小时之内,钼率较高,钼的率还有一些具体操作方面的影响因素。试料的累计率是91.62%,操作严格控制温度与烧结时间,焙烧料不能在炉内停留时间过长,减少机械损失,以及增加尾气中三氧化钼设施,率可以达到95%以上。氧化钼烧结块符合炼钢厂对氧化钼添加剂的技术要求。重庆钢厂对氧化钼添加剂技术指标要求为:Mo48%以上,S<.15%、Cu<1%、P<.4%、Sn<.7%、Sb<.6%,Pb<.5%。
大连Q235D槽钢 28A槽钢来图
大连Q235D槽钢 28A槽钢来图钢丝硬化速率快与钢中Si含量有关,Si含量对力学性能的影响数据见图2。随硅的增加,钢的σHB的增大与δ、ψ的下降十分显著。钢中硅含量对力学性能的影响为满足自攻钉制坯工序大减面率拔丝工艺的要求,必须严格控制控制Als/Alt>.95,减少大颗粒Al2O3夹杂的数量,同时尽量将Si含量降低到.4%以下。镦成型工序该工序出现的废品为螺钉帽裂。从镦裂形态分析,导致裂的原因应有以下几个方面。盘条表面质量这是影响自攻钉冷镦成型的 直观的因素。盘条表面局部存在的裂纹、折叠等缺陷造成分布不均的帽裂废品。丝径偏大的产品镦裂比例大于小螺钉。夹杂物的影响由于拉拔减面率极大,原盘条内部夹杂移至近表面,导致螺钉呈“炸裂”形态。钢丝球化效果的影响按紧固件行业标准,自攻钉生产要求钢丝球化后球化级别达到4级以上,由于一些自攻钉生产厂采用土炉进行退火,炉温控制波动范围大,未达到球化效果,钢丝塑性差,冷镦时螺帽亦呈45度剪裂。丝工序该工序出现废品为螺钉断尖或搓丝尖裂,这也是自攻钉生产出现问题 多的一个工序。螺钉断尖或搓丝尖裂宏观呈扁头状、“菜花”状或无头状等。金相观察均为粗大裂纹,同样发现孔洞、微裂处常伴随有夹杂和游离渗碳体(粒状碳化物)。试样表面常有不同程度的微细裂纹。夹杂物的影响通过金相和电镜观察认为螺钉的尖裂均与氧化物夹杂的存在有关。当氧化物夹杂处在螺钉端部时.在搓丝过程中,由于剪切、挤压应力综合作用及尖部变形量较大,氧化物与基体间的内应力集中,造成 部剪切撕裂,呈扁头状,甚至因表裂与内裂的贯通而掉头呈无头状。